水導(dǎo)激光加工技術(shù):水導(dǎo)激光與水輔助激光切割硅片對(duì)比
發(fā)布日期:2025-05-13 10:39 ????瀏覽量:
在半導(dǎo)體制造領(lǐng)域,硅片切割的精度與質(zhì)量直接影響芯片性能����。水導(dǎo)激光加工與水輔助激光切割成為行業(yè)焦點(diǎn)��。本文從切割硅片中對(duì)比兩者的核心區(qū)別����。
一�����、水導(dǎo)激光與水輔助激光的切割機(jī)理差異
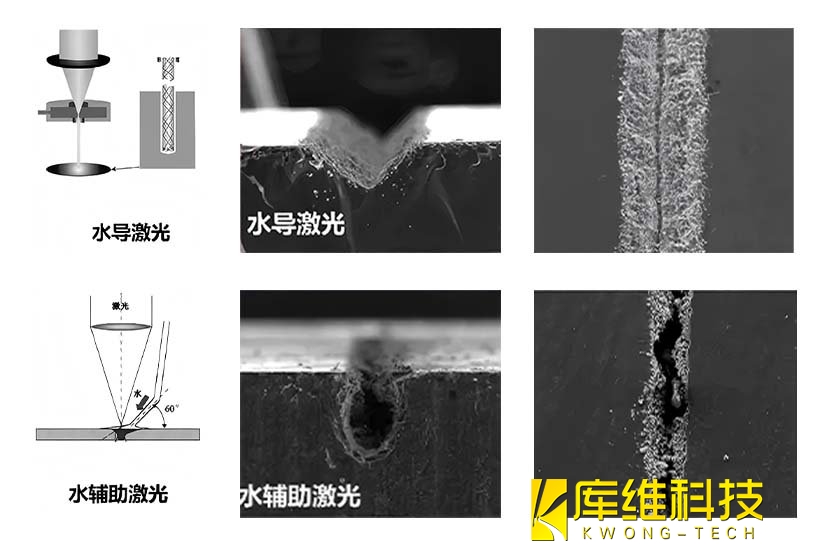
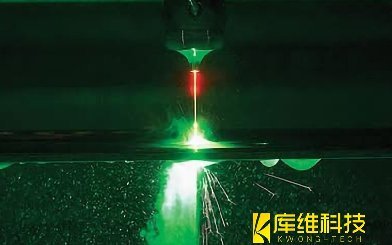
??水導(dǎo)激光加工??采用特殊噴嘴將聚焦激光束與高壓水流完全耦合���,形成動(dòng)態(tài)光路引導(dǎo)系統(tǒng)���。水流既是冷卻介質(zhì),又是激光傳輸載體�,通過水柱折射實(shí)現(xiàn)非接觸式切割。
??水輔助激光切割??則通過外部噴水系統(tǒng)在激光作用區(qū)域注入輔助水流����,利用水霧冷卻材料表面,減少熱損傷����。
二、核心對(duì)比:槽道形態(tài)與熱效應(yīng)控制
1���、槽道形貌:寬淺VS窄深
-
水導(dǎo)激光加工因水流持續(xù)沖刷熔融物��,切割路徑呈現(xiàn)??寬而淺??特征���,適用于對(duì)深度精度要求較低的大尺寸加工���。
-
水輔助激光切割通過局部冷卻控制熔池?cái)U(kuò)展,可形成??窄而深??的槽道�,在精密微加工中更具優(yōu)勢(shì)。
2��、熱影響區(qū)與熔渣殘留
-
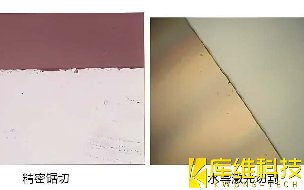
水導(dǎo)激光的??全耦合技術(shù)??使水流直接作用于熔融硅表面�����,通過強(qiáng)制對(duì)流實(shí)現(xiàn)快速降溫(冷卻速率達(dá)10^6 K/s)����,有效抑制熔融物再凝固,槽道內(nèi)壁光滑無渣���,熱影響區(qū)寬度<10μm����。
-
水輔助切割因水流與激光存在空間距離��,冷卻效率較低(約10^4 K/s)�,熔池流動(dòng)性強(qiáng)��,易產(chǎn)生微米級(jí)熔渣附著�,熱影響區(qū)擴(kuò)大至50-100μm����。
隨著多波長(zhǎng)激光器與自適應(yīng)水流控制系統(tǒng)的成熟�,水導(dǎo)激光正突破30μm以下超精細(xì)加工瓶頸。而水輔助技術(shù)通過引入納米級(jí)霧化噴嘴��,在降低設(shè)備成本的同時(shí)提升切割穩(wěn)定性�����。對(duì)于追求極致表面質(zhì)量的熱敏感材料加工�,水導(dǎo)激光展現(xiàn)顯著優(yōu)勢(shì);而在高性價(jià)比的大規(guī)模生產(chǎn)中���,水輔助激光切割技術(shù)仍具競(jìng)爭(zhēng)力����。
相關(guān)文章
水導(dǎo)激光加工碳化硅中的注意事項(xiàng)
水導(dǎo)激光加工技術(shù):傳統(tǒng)加工與水導(dǎo)激光在相同工藝參數(shù)下的加工表面質(zhì)量對(duì)比
從航空航天到微電子:水導(dǎo)激光的跨界應(yīng)用圖譜
如何通過改良切割工藝來優(yōu)化激光切割碳化硅的質(zhì)量�����?

水導(dǎo)激光如何賦能新能源汽車產(chǎn)業(yè)�����?從電池到輕量化材料的應(yīng)用

激光切割碳化硅時(shí)�����,壓力傳感器的精度對(duì)切割質(zhì)量有多大影響
水導(dǎo)激光切割技術(shù)在切割碳化硅時(shí)的精度如何����?

水導(dǎo)激光加工水束流不穩(wěn)�?這5大措施讓加工質(zhì)量飆升!

如何優(yōu)化激光切割碳化硅的質(zhì)量�����?